




Chasing Knife servosystem i anläggningsautomationsutrustning


Produktintroduktion:
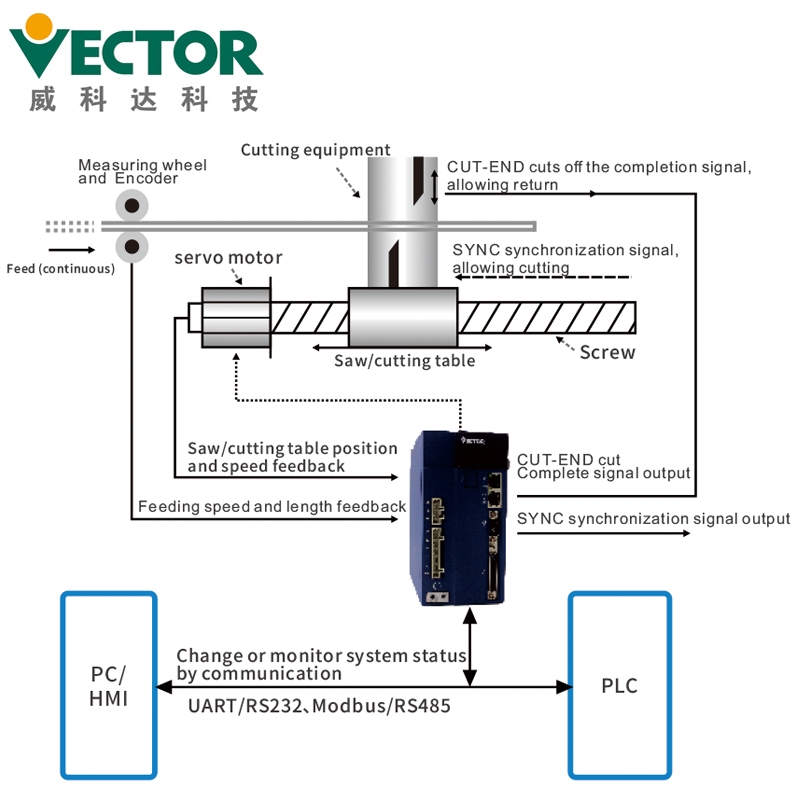
VEC-VCF Chase-cutting specialservot innehåller automatisk chase-cut-kontrollfunktion.Med matningshastigheten för det bearbetade materialet styrs sågbordets framåthastighet automatiskt.När den inställda längden har uppnåtts går den in i synkroniseringszonen och skickar ut en skärsignal att bearbeta. Efter att föremålet sågats av, avges signalen för avslutning av kapningen och sågbordet återgår snabbt till utgångspunkten för att förbereda för nästa skärning.Produkten är lämplig för: alla typer av stång, rör, extruderad profillängdfixering, fyllning/insprutning och annan speciell bearbetningsutrustning som behöver röra sig med arbetsstycket.
Produktegenskaper:
1. Hitta automatiskt det mekaniska ursprunget (absolut koordinatmetod);
2. Jogga framåt och bakåt, ange godtyckligt maskinens ursprung (relativ koordinatmetod);
3. S-kurva accelerationsfunktion som automatiskt spårar matningshastigheten för huvudlinjen
och beräknar förspänningen
4. I processen med S-kurvaacceleration kan vridmomentkompensation också användas för att snabbt synkronisera och minska skärfel;
5. Fyrsegments S-kurva (acceleration/retardation framåt, acceleration bakåt/retardation), kan ställas in individuellt;
6. Känn igen Print Mark och korrigera skärlängden automatiskt;
7. Tillhandahåll Mark-Window-inställning för utskrift av interpunktion för att förbättra märkesigenkänningsförmågan;
8. Orderhanteringsfunktion, fyra grupper av beställningar kan bytas på Will.
Produktinformation:




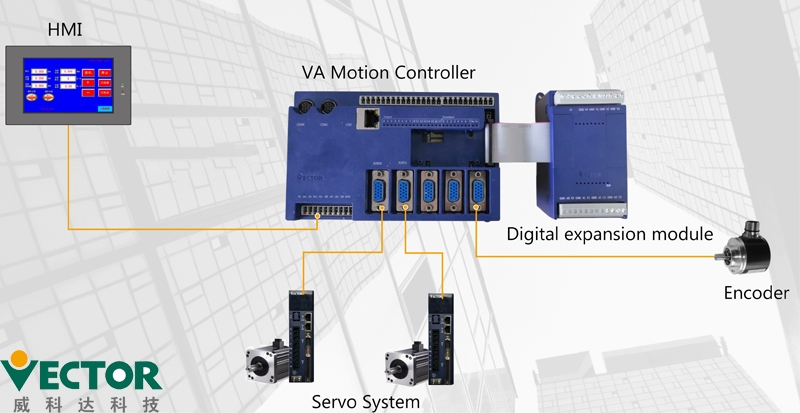
Kontrollsektion:
Rörelsekontroller: VEC-VA-MP-005MA
IO expansionsmodul: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
Servodrivdel: Dragservodrivare: VEC-VC-022H33D-M-CA
Böjande servodrivrutin: VEC-VC-02733H-ME
Servomotordel: Dragservomotor: 200FMB-01520E33F-MF2IA
Böjande servomotor: 180ME-4R415A33F-MF2K
Utrustningsprestanda:
Bågböjningsmaskinen använder VA-rörelsekontroller som styrenhet, som har hög respons och skanningscykel
Det minsta är 1ms, hela bearbetningsåtgärden är mjuk och påverkan på maskinen är mindre.Kontrollen gör
Förmatning och förböjning kan effektivt minska motsvarande bearbetningstid.Ta 200*200 stigbyglar som exempel,
Den faktiska mätningen kan slutföras på endast 3,3 sekunder, nå mer än 18 per minut, och effektiviteten jämförs med PLC-versionen - sekvensen på 4 sekunder har reducerats avsevärt